


Forming method for producing large-diameter submerged arc welded steel pipes.
The forming methods for the production of large-diameter submerged arc welded steel pipes include: UOE method, CFE row roll forming method, RBE roll bending forming method, JCOE forming method, C forming method, PFP gradual bending forming method, etc. A brief introduction is as follows:
1. The RBE roll bending forming method forms the steel plate between three or four rollers through multiple rolls, and the welded pipe produced by this method is close to UOE welded pipe in terms of performance and reliability. The RBE method has been applied in some developing countries in recent years, with low investment, fast factory construction, moderate output and great flexibility, and strong adaptability to the market. However, due to the fact that there is no support in the middle of the forming upper roller, limited by its stiffness, the diameter of the formed steel pipe cannot be less than 508mm (20in), which reduces the market share, and the diameter of many pipes in China is below 508mm.
2. The UOE method first presses the pre-bent steel plate into a U-shape in the forming die of the U press, and then presses it into an O-shape in the forming die of the O press, welds it into a pipe, and then expands the diameter as a whole. UOE method is one of the most advanced forming methods in the world today, so far there are nearly 30 sets of this forming welded pipe unit in the world, UOE method is known for its high production efficiency and good product quality, but it is expensive and has a large investment scale.
3. The C forming method replaces the U press and the O press in the UOE unit with two C forming machines, and its forming process is as follows: the steel plate that has been pre-bent is first formed half of the steel plate on the first press, and then the other half of the steel plate is formed on the other press, so as to obtain the O-shaped round pipe. The welded pipe produced by the C-forming method has a suitable size, moderate output, and a low price for the production line.
4. The CFE method of row roll forming machine is composed of a pre-forming frame, a flat roll frame, an edge bending roller and a small row of roll frames, because many of the same small row rollers are set, the trajectory of the edge of the steel plate in the forming process is almost straight, and the phenomenon of "edge stretching" is avoided. The CFE method has good forming quality, and its product quality is no different from that of UOF method. This method uses hot roll strip coils, which is different from other forming methods. It is mainly suitable for the production of large quantities and single varieties of steel pipes, but it is difficult to produce high-strength thick-walled spiral steel pipes and large-diameter steel pipes.
5. JCOE forming method, first press the steel plate into a J-shape on the hydraulic press, press the edge on both sides, form it into a C-shape after many stampings, and finally press it into an O-shape by a semi-O-shaped upper die. The quality of the product is close to that of UOE welded pipe, and the price of the operation line is much lower than that of the UOE unit, but its production efficiency is low.
The process of producing UOE pipe involves the following main steps:
-
Trimming: The longitudinal edges of the plate are trimmed by milling to bring the width to the required value, and the ends are beveled to form v-grooves for welding.
-
Pre-bending: The edges of the plate are pre-bent to form a U shape using dedicated forming presses.
-
U-forming: The U-shaped plate is then pressed using a U-forming press to form a J shape.
-
O-forming: The J-shaped plate is then pressed using an O-forming press to form the final round shape.
-
Welding: The edges of the plate are welded together longitudinally to form a continuous seam.
-
Expanding: The welded pipe is then expanded to its final diameter using an expanding machine.
-
Final processing: The UOE pipe is then subjected to various finishing processes, including trimming, end facings, weld testing, and coating, depending on the desired end-use application.
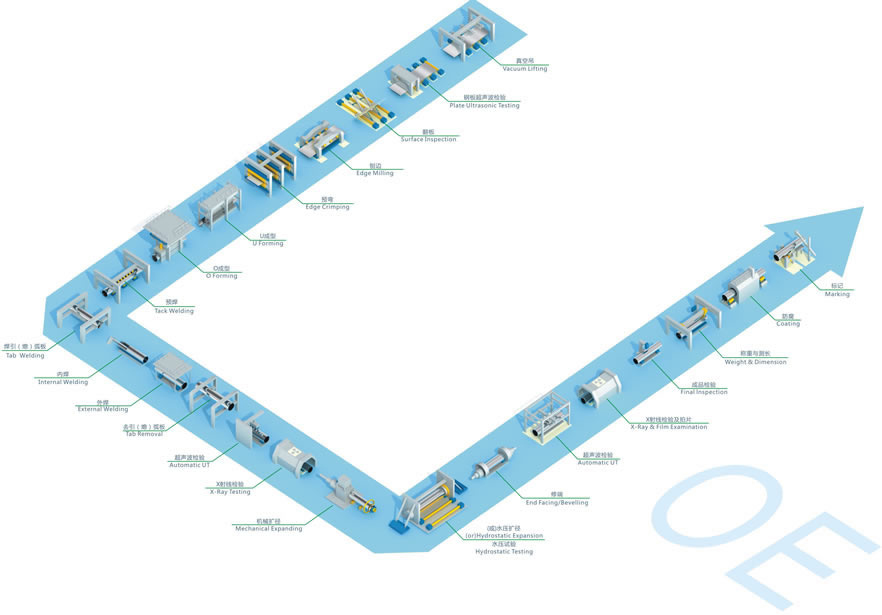
The UOE process is known for its ability to produce large-diameter pipes with high accuracy and consistency, making them suitable for use in the transportation of oil and gas, as well as in various other applications.
The UOE mill features the most advanced technology and process, achieves high production efficiency, stable product quality and is equipped with complete inspection equipments.
UOE mill adopts U & O forming, the formed pipes are welded inside through five internal welding stations with three wires, and welded outside through four external welding stations with three wires.
Specifications
UOE pipes size range:
-
Outside Diameter: Φ508mm- 1118mm (20"- 44")
-
Wall Thickness: 6.0mm-30.0mm(1/4"-1")
-
Length: 9m-12.3m (30'- 40')
Quality Standards: API、DNV、ISO、DEP、EN、ASTM、DIN、BS、GB、CSA
Grades: API 5L A-X90,GB/T9711 L190-L625
In accordance with different requirements of the customers, the welded pipe can be expanded either by mechanical or hydrostatic expander to improve dimensional accuracy, and eliminate residual stress.
